

【设备原理】:在催化剂的作用下,有机废气在较低的起燃温度下(250~400℃),发生无焰燃烧,碳氢化合物被氧化分解为CO2和H2O,同时放出大量热能。
【设备优势】: 安全性好、净化效率高、操作费用低
【设备应用】: 中高浓度(500mg/m3-5000 mg/m3)的有机废气净化,低浓度、大风量的废气净化


在催化剂的作用下,有机废气在较低的起燃温度下(250~400℃),发生无焰燃烧,碳氢化合物被氧化分解为CO2和H2O,同时放出大量热能,从而达到去除废气中的有机物的目的,该方法是净化有机废气、消除恶臭的有效手段之一。

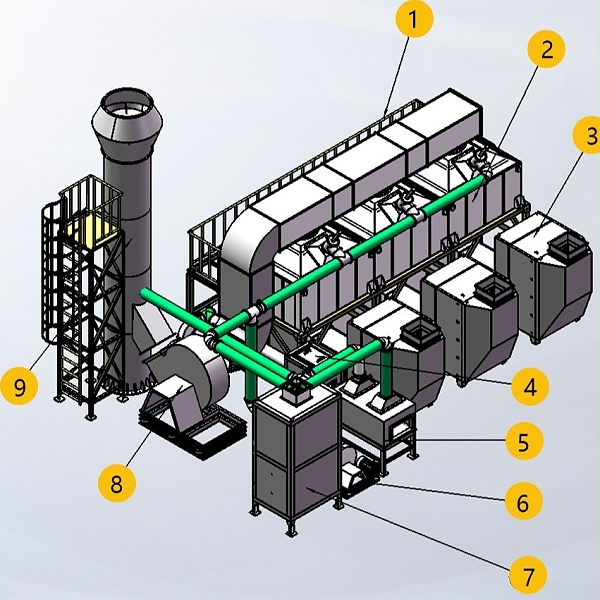
含VOCs的废气经风机导入换热器,经由换热器加热后,再通过催化燃烧器,这时废气已被加热至催化分解温度,通过催化剂床,催化分解会释放热能,而VOCs被分解为二氧化碳及水。经净化后气体温度升高,再次进入换热器与未经处理的VOC废气进行热交换,以此减少能源的消耗。最后,净化后的气体从烟囱达标排放到大气中。
01 由于是无火焰燃烧,安全性好,净化效率高达99%以上,特别适合处理连续排放的气体
02 燃烧温度低,不产生氮氧化物(NOX)等二次污染物
03 操作费用低,RCO一般在有机废气达到一定浓度(1000mg/m3以上)时,净化装置中的加热室不需进行辅助加热(仅启动时加热15-30分钟),节约了能耗费用
05 对废气燃烧产生的热量进行了再利用,节约能耗;高效的热量回收,回收效率≥95%
06 安全可靠,配有阻火系统、防爆泄压系统、超温报警系统等
07 全自动控制、操作管理方便

RCO设备可直接应用于中高浓度(500mg/m3-5000 mg/m3)的有机废气净化,也可以和活性炭吸附浓缩技术结合,应用于低浓度、大风量的废气净化。

RCO处理技术特别适用于热回收率需求高的场合,也适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。

涂装、机电、塑料、化工,汽车、造船、石油、橡胶、印刷油墨、电缆及漆包线等行业废气处理,尤其适用于需要热能回收的企业或烘干线废气处理,可将能源回收用于烘干线,从而达到节约能源的目的。


